



Harvard Cleans Up Gear Machining Cutting Oil
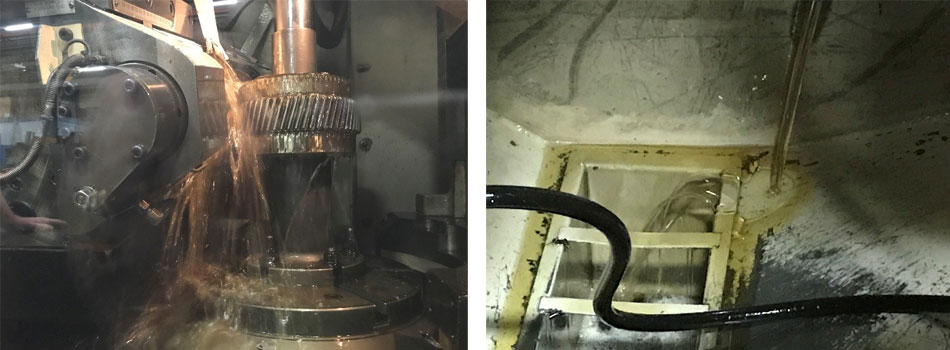
Starting point…Customer is a job shop that machines gears for customers. Many of the gears are cast iron, ductile iron, and sintered metal. Fine swarf, metal machine chips and particles were building up in the oil, reducing the finish and wearing on the tools. This required frequent cleaning of the machine sumps and disposal of thick pasty oil product as a waste premium. It also led to reduced production for the machine, personnel occupied with maintenance rather than production, and money used for waste disposal rather than more profitable endeavors.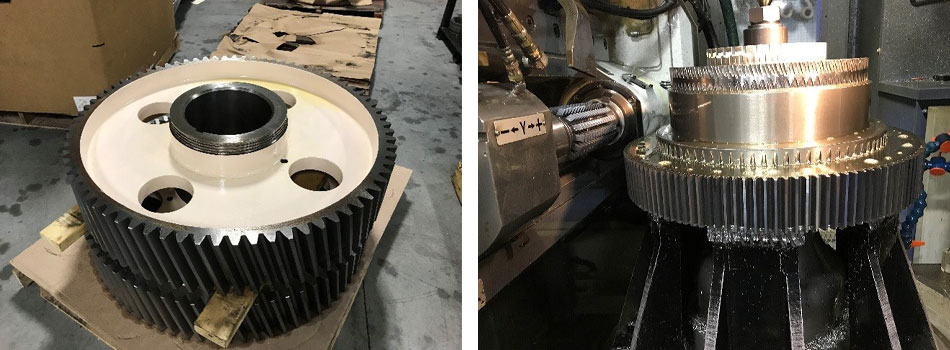 A Harvard filter system, designed to clean the oil to a high purity, was purchased to help reduce the waste and frequent sump cleaning. The system was attached to the largest machine to reduce the oil consumption and cleaning labor and reduce down time. The system demonstrated it was up to the task and life was good. The return on investment was calculated to be less than 2 years.
Once the company saw the Harvard filter system was performing well, and through several personnel changes, a salesman convinced the new maintenance man that another competitive filter system could be just as useful working on the other machines. In a very short time, it became clear the “other” system did not match the performance that was shown by the Harvard system. The new maintenance manager concluded the any new oil cleaning system should be another Harvard Filtration System that could cover several machines.
|
 |

|
Starting point…Customer is a job shop that machines gears for customers. Many of the gears are cast iron, ductile iron, and sintered metal. Fine swarf, metal machine chips and particles were building up in the oil, reducing the finish and wearing on the tools. This required frequent cleaning of the machine sumps and disposal of thick pasty oil product as a waste premium. It also led to reduced production for the machine, personnel occupied with maintenance rather than production, and money used for waste disposal rather than more profitable endeavors. A Harvard filter system, designed to clean the oil to a high purity, was purchased to help reduce the waste and frequent sump cleaning. The system was attached to the largest machine to reduce the oil consumption and cleaning labor and reduce down time. The system demonstrated it was up to the task and life was good. The return on investment was calculated to be less than 2 years.
Once the company saw the Harvard filter system was performing well, and through several personnel changes, a salesman convinced the new maintenance man that another competitive filter system could be just as useful working on the other machines. In a very short time, it became clear the “other” system did not match the performance that was shown by the Harvard system. The new maintenance manager concluded the any new oil cleaning system should be another Harvard Filtration System that could cover several machines.
|
|
|


